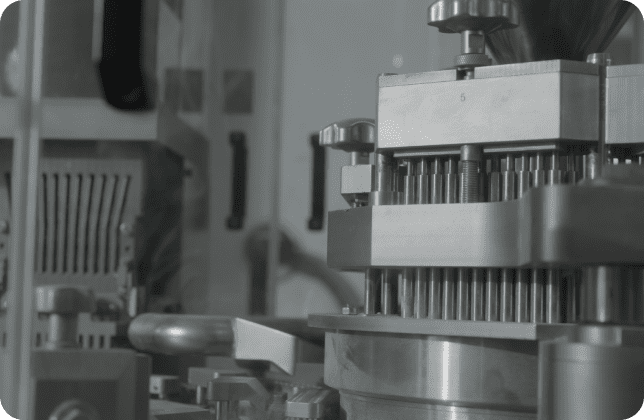
Supplement Capsule Manufacturing
We produce high-quality gelatin, pullulan, and HPMC (vegetarian) capsules, supporting diverse health needs with options in sizes 1, 0, 00, and 00E. Our facility accommodates specific dietary and regulatory requirements, offering non-GMO, gluten-free, organic, kosher, and halal certifications to ensure compliance and broad consumer appeal. With our advanced production capabilities, we deliver consistent, precise formulations, making us a trusted partner for supplement brands looking for capsules that meet rigorous standards in efficacy and quality.
Powder Supplement Manufacturing
As a premier powder supplement manufacturer, we provide high-quality, custom formulations across a wide range of categories, from greens and reds blends to sports nutrition and herbal teas. With over 25 years of experience, we maintain rigorous standards, demonstrated through our FDA, cGMP, and OTCO certifications.
Our dedicated flavor team brings exceptional expertise to crafting taste profiles that make each product stand out. Whether you need private-label or custom formulas, our turnkey and tolling services simplify every stage of production, offering an efficient 8-12 week lead time and a consistent 99%+ on-time delivery.
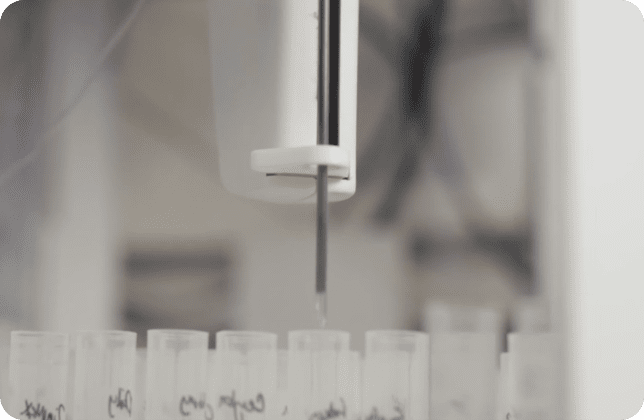
Liquid Supplement Manufacturing
Our expertise in liquid supplement manufacturing stands as a testament to our dedication to quality and innovation. With advanced facilities and a specialized team, we produce a broad spectrum of liquid supplements, from tinctures and concentrates to oil blends and syrups.
Each product is crafted to meet rigorous quality standards, delivering potency, purity, and efficacy in every drop. Flexible solutions allow for customized formulations that cater to unique health and wellness needs, making it easy for partners to bring effective, convenient liquid supplements to market with confidence.